Alloy 36 for Aerospace Tooling

This article discusses Alloy 36 in Aerospace applications.
Due to its exceptional thermal stability this nickel-iron alloy is highly valued for creating precision aerostructure moulds for composite body parts. It is ideal for tooling which must withstand repeated heating and cooling cycles while maintaining high dimensional stability.
About Alloy 36
Also known as Invar1 36 or FeNi36 or 64FeNi in the USA.
- UNS: K93603
- Werkstoff Number: 1.3912
- ASTM: F 1684-06
Alloy 36 is a single phase nickel-iron alloy with approximately 36% nickel and 64% iron. It was invented by Swiss physicist Charles Guillaume in 1896, originally for watch mechanisms and for which he received the Nobel prize in Physics in 1920.
With a low coefficient of expansion (CTE) alloy 36 maintains near constant dimensions, hardness and strength over a wide range of temperatures.
Alloy 36 also retains incredible strength and toughness at cryogenic temperatures. It can be hot and cold formed and is readily machined using processes similar to austenitic stainless steels.
Alloy 36 is weldable using Filler Metal CF36 which is available in bare wire for both the GTAW and GMAW process.
Key Properties
- Density: 8.110 g/cm3
- Melting point: 1429 °C
- Electrical Resistivity: 0.8 µΩ.m
- Curie temperature: 400 °C
Machining Alloy 36
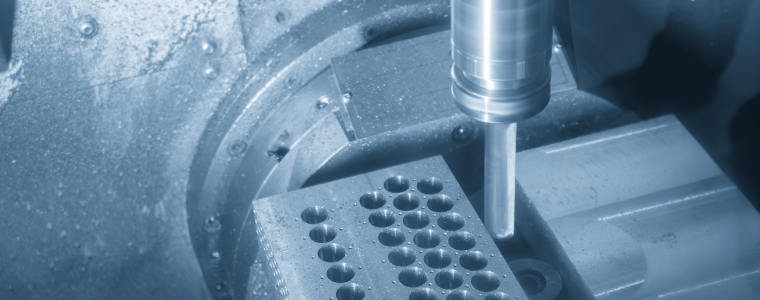
Material Characteristics: Alloy 36 is relatively soft but has a tendency to work harden quickly, it has low thermal conductivity so heat builds up at the cutting edge, therefore tool selection and cutting parameters are critical.
Cutting Tools: Use carbide tools with a sharp cutting edge for better wear resistance. Coated carbide can help reduce heat and improve tool life. For finishing, high-speed steel (HSS) tools can work if speeds are kept low.
Speeds and Feeds: Use low cutting speeds and avoid rubbing; keep the tool engaged to prevent work hardening. The depth of cut should be sufficient to cut below the hardened layer from previous passes.
Coolant: Use plenty of coolant (water-soluble or oil-based) to control heat and prevent tool wear.
Drilling: Use stub drills to reduce deflection. Peck drilling helps clear chips and reduce heat buildup. Keep the drill sharp and avoid dwelling.
Avoid Work Hardening: Do not let the tool rub and maintain a consistent feed. If interrupted cuts are needed, ensure the tool is sharp and rigid.
Surface Finish: For fine finishes, use sharp tools and light cuts. Consider grinding for very tight tolerances.
Annealing
Annealing after machining Alloy 36 is not generally required unless the machining process has introduced significant residual stresses or the part is for dimensional stability-critical applications (like precision instruments or aerospace components).
Here’s why and when you might consider annealing:
Alloy 36 is designed for dimensional stability, but heavy machining can cause localised work hardening and stress. Annealing relieves these stresses and restores the alloy’s low thermal expansion properties.
Typical Scenarios for Annealing:
- Precision parts where even slight distortion during service is unacceptable.
- After heavy stock removal or aggressive cutting that could induce stress.
- Before final grinding or finishing for tight tolerances.
Other Applications
Some other applications where maintaining dimensional stability is paramount are moulds for plastic and glass manufacturing and the electronics industry where components require precision and reliability and must be unaffected by temperature fluctuations.
NeoNickel supply alloy 36 in Sheet & Plate, Welding Wire and Round Bar
