Heat Distortion
When metals are heated, they expand. The amount of expansion to be expected is well defined in most cases as the coefficient of thermal expansion is a commonly reported physical property for most engineering materials.
Thermal expansion, or the failure to properly account for the same, is a leading cause for the failure of thermal processing equipment. Temperature differentials and localised heating can affect structures in several ways.
During fabrication by welding it is important to distribute heat as evenly as possible to prevent distortion. Welding consecutive tacks will cause the joint to close. Tacks should be staggered over the joint to reduce distortion. A similar approach is necessary when making circumferential welds.
The amount of growth due to thermal expansion can be surprising to those not familiar with designing high temperature equipment. A four foot long piece of 310 stainless will expand nearly 20 mm while going from room temperature to 980°C. This metal will go somewhere and its growth must be accounted for or it will cause buckling, structural distortion or cracking of welds. Austenitic stainless alloys expand at nearly twice the rate of low alloy steels and at four times the rate of ceramics. These differences in thermal expansion can create large tensile or compressive stresses when the materials are combined for use in a cyclic thermal environment.
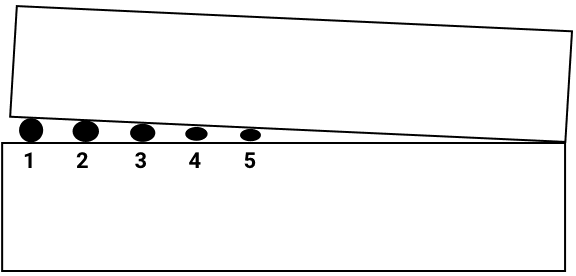
 Another consideration is that heating and cooling is usually not uniform. Uneven temperatures (or thermal gradients) create stresses within the metal itself, and these stresses will create distortion. Repeated cycling through thermal gradients can also result in thermal fatigue cracking. The poor thermal conductivity of stainless steels contributes to larger thermal gradients. Another common example of thermal gradient induced distortion is that the hot side of a piece of metal will usually become concave when it is cooled to room temperature. Thermal gradients of as little as 93°C from one side of a plate to the other are sufficient to create stresses that can exceed the yield strength of the material. Under cyclic conditions, the distortion will become a little more severe with each cycle. Using higher strength alloys, which permit thinner cross sections, can reduce distortion due to thermal gradients.
Another consideration is that heating and cooling is usually not uniform. Uneven temperatures (or thermal gradients) create stresses within the metal itself, and these stresses will create distortion. Repeated cycling through thermal gradients can also result in thermal fatigue cracking. The poor thermal conductivity of stainless steels contributes to larger thermal gradients. Another common example of thermal gradient induced distortion is that the hot side of a piece of metal will usually become concave when it is cooled to room temperature. Thermal gradients of as little as 93°C from one side of a plate to the other are sufficient to create stresses that can exceed the yield strength of the material. Under cyclic conditions, the distortion will become a little more severe with each cycle. Using higher strength alloys, which permit thinner cross sections, can reduce distortion due to thermal gradients.
Distortion of components from heating can also arise from the relief of residual internal stresses. When mill products are produced, they are straightened or flattened after annealing. These residual stresses are what keep them straight and flat. There may also be residual stresses from fabrication. Once the components are exposed to elevated temperature, these stresses can be relieved and distortion may result. This type of distortion may be minimised in service by heating the component to about 37°C above the maximum operating temperature and re-sizing or straightening before placing into service.
Technical support
Our team of metallurgists can provide you with any technical support that you may require. Please send your technical questions to [email protected]. Alternatively, if you’d like to find out more about our services, please visit our Technical Services page.
