Inclusions and Laminations
Inclusions and laminations naturally exist in all metal and alloy products. Most people hear the words inclusion or lamination and think defect, but you should not fear these words and automatically think of defect or rejection. Only in severe circumstances are they a cause for rejection, and there are re-melting processes that can significantly improve the cleanliness of the metal and reduce inclusions and laminations.
What are inclusions?
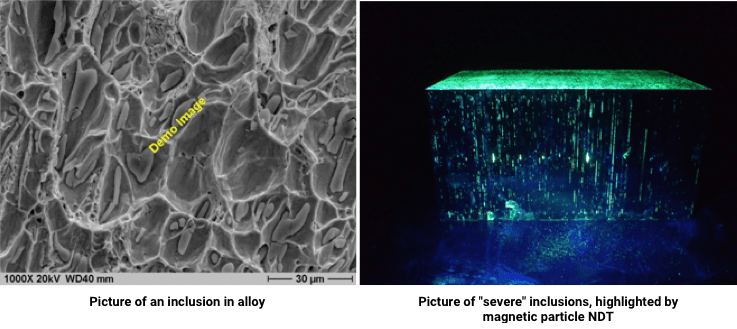
Inclusions are compounds such as oxides and sulfides that form in the molten state and solidify in ingots and slabs. Since inclusions are found in all metal alloys, the only question is the severity of the inclusions. In most cases, they are not visible and should not be a cause of concern.
The typical method of manufacture of stainless steel and heat resistant alloys: unrefined air electric arc melting, or AOD (Argon Oxygen de-carburisation) refining do nothing to eliminate inclusions. On the other hand, secondary re-melt processes like vacuum arc re-melting (VAR) and electro slag re-melting (ESR) refine inclusions out of the melt. ESR re-melting is preferred and is the more economical and readily available process.
It is possible for a small area containing clusters of inclusions to exist in a product, while none of the balance of the product is affected. Only such clusters, when visible are cause for concern.
Why didn’t we spot these before the product was shipped?
Non-metallic inclusions within the typical size distribution are difficult to detect through non-destructive testing (NDT). They are often too small to be identified using ultrasonic inspection and since they are so small they have no harmful effects.
What are laminations?
Laminations are an imperfection in a steel or alloy, resulting from blisters, seams, foreign material, and/or scratches on an ingot or billet that are not repaired during the rolling process.
Laminations can be:
• A rolled in lap on the surface of the metal, invisible when the product ships, but which opens up upon further work machining or rolling.
• An imperfection that opens up during bending.

How and when are they detrimental?
Inclusions, if they are dense enough, will impede machining. They may affect the weldability of a product.
Internal laminations would be considered a defect if they violate ultrasonic testing (UT) or eddy current testing requirements for the product, although, as noted previously, they are difficult to detect with common NDT.
What to do when inclusions and/or laminations occur?
Inclusions naturally occur in all metals and it is nearly impossible to preclude their existence. If you want to reduce the chance of inclusions in the product, the product should be produced by a melt method that tends to preclude inclusions, such as ESR (electroslag remelt) product. ESR is done in a furnace with a thin, mobile, molten slag that stays atop of the remelt puddle, to which many of the inclusions migrate. But even those will not be guaranteed to be inclusion free.
Minor surface laminations may be ground out. Small laminations may also be welded over and blended (polished) back into the base metal. The Carbon steel blister in the photograph above would be an exception to that comment.
Because inclusions and laminations are not always found throughout an entire bar, plate, or other form, we should attempt to “work through” the issue. Continue machining or welding, and see if the issue stops. Cut out the affected area, repair weld (if allowed) and continue machining.
When you have zero tolerance for inclusion clusters, you should encourage the use of re-melted product, at the associated higher cost and perform appropriate non-destructive testing, imperfect as that is. Alloys produced using a secondary remelt process such as ESR stand a much improved probability of non-destructive testing acceptance. As noted before, inclusions may NOT be detectable, but customers can consider (again at added cost) any of the following:
• Visual parts inspection
• Magnetic particle or fluorescent penetrant inspection of parts
• UT (ultrasonic testing) of bars to an agreed-upon industry standard combined with limited discard of bar ends where UT is not effective. AMS 2631 and AMS STD 2154 are commonly used, though success will depend heavily on the acceptance class
Our team of metallurgists can provide you with technical support. Please send any questions to [email protected]. Alternately, to find out more about our services, please visit our Technical Services page.
