Ferrite Content in Austenitic Stainless Steels
The basic 300 series stainless materials like 304L and 316L have an austenitic microstructure and are non-magnetic. In the annealed condition they are essentially free of ferrite, which is magnetic. Cast products of these alloys typically have some ferrite present. These alloys also form some ferrite when they are cold worked or work hardened. In both cases the products will show a magnetic tendency. Ferrite can be detrimental to corrosion resistance in some environments. There are also applications where magnetic characteristics interfere with performance of the end product.
The ferrite content of the cast alloy can be controlled through alloy composition. Carbon, Nitrogen, Nickel and Manganese are strong austenite formers and increasing their content in the alloy will reduce the tendency for ferrite formation. There are several different methods of predicting the ferrite content but one of the more common is the DeLong diagram. Ferrite reduces the tendency for the steel to solidification crack during cooling. It is not uncommon for 304 castings (CF8) to contain 8% to 20% ferrite. The cast ingot composition of wrought 304 stainless is also balanced to have 1% to 6% ferrite since this reduces the chance of cracking during forging or hot working.
Solution annealing will dissolve most of the ferrite that was retained as a result of the ingot solidification. Because cast products are balanced to have a higher amount of ferrite, annealing will not transform all of it to austenite. However, in an annealed wrought product, little or no ferrite will remain.
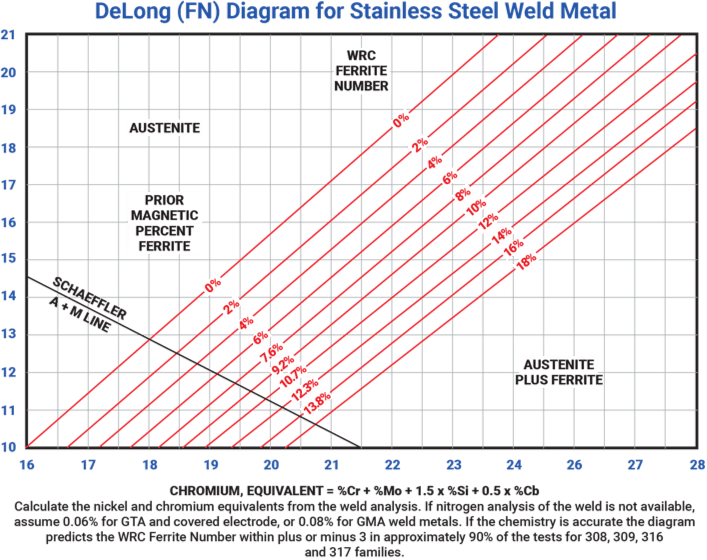
The DeLong diagram is also a predictor of the amount of ferrite likely to be present in a weld deposit made from the wrought product. Plotting the composition of the wrought plate or bar product will indicate how much ferrite might be present if the material were re-melted (i.e. welding), but it is not a valid indicator of the ferrite content in the annealed product. Ferrite content in the actual product can be determined through laborious metallographic examination or by using sensitive magnetic instruments in a laboratory setting (magnetic permeability). However, in most cases the use of comparative calibrated magnets can establish the approximate ferrite content within 0.5% to 1%. The testing of standard annealed 304, 316, 309 and 310 yields values of 2% or less. The ferrite contents are usually less than 0.5%.
It should also be noted that the matching filler metals used to join these alloys will also have higher ferrite contents. This is a precaution against solidification cracking, during welding. The ferrite contents in the weld deposits will be on the order of 5% to 10% ferrite depending on the alloy. If ferrite free welds are also required, higher Nickel alloy filler should be selected, such as Alloy 20 (ER320LR) or Alloy 625 (ERNiCrMo-3).
